



Is oxygen corrosive?
Yes. Oxygen is a highly reactive gaseous element. In the presence of steel, the corrosion rate of oxygen doubles for each 30°F rise in temperature. For example, in a boiler system operating at 400 psig and 444°F, the corrosion rate for oxygen is 256 times more reactive than at room temperature.
How does oxygen attack metal surfaces?
Oxygen forms localized corrosion areas referred to as “pits.” This distinctive formation is readily distinguishable from acid attack, caustic gouging or chelate corrosion. Oxygen pits can rapidly “drill” through metal surfaces, leading to metal fatigue and failure.
What is the oxygen corrosion mechanism?
Oxygen corrosion is an electrochemical process similar to a simple battery. Iron dissolves at the anode and releases electrons which are subsequently consumed by oxygen at the cathode. (See Figure below) Pitting is the result of this localized mechanism.
Anode: Fe0 ® Fe+2 + 2e–
Cathode: 2e– + H2O + 1/2O2 ® 2OH–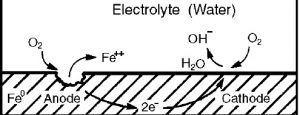

Where can oxygen corrosion occur in a boiler system?
Because oxygen is a gas, it will “flash” into the condensate system, turbines, and other steam operated equipment. Every metal surface of the boiler system is vulnerable to oxygen attack.
Why is oxygen corrosion a serious problem?
As oxygen corrodes the boiler metal, it dissolves the iron surface. This weakens the metal site, but more importantly, sends dissolved iron into the boiler. This dissolved iron can deposit onto boiler tubes, causing overheating and tube failure.
How can oxygen corrosion be minimized?
Oxygen control is generally both a mechanical and chemical process. The majority of oxygen in the boiler feedwater is typically reduced to less than 20 parts per billion (ppb) by heating the water to reduce its solubility and releasing it out of the system via venting (deaeration).
Since even very low levels of oxygen will cause corrosion, a chemical scavenger is used to supplement mechanical deaeration to reduce the level to zero.
Can an oxygen scavenger be used if the plant currently does not deaerate the feedwater?
Yes. Oxygen scavengers are effective at high oxygen levels, but mechanical deaeration is more efficient and cost-effective in the long run. Oxygen corrosion cannot be completely inhibited by chemicals alone. There is no real substitute for good mechanical deaeration. Chemicals are most effective when used only to polish a properly operating system.
Should oxygen scavengers be fed with other products?
No. Oxygen scavengers should not be mixed with other chemicals because this may result in a complete loss of product activity. The addition of water to a liquid oxygen scavenger may also result in a loss of product activity.
Dilution water contains oxygen, which is consumed by the scavenger and reduces the overall effectiveness of the product. All liquid oxygen scavengers should be fed neat (undiluted).
What types of sodium sulfite are available?
Sodium sulfite is a highly effective oxygen scavenger and is available in several forms:
Uncatalyzed sulfite — The reaction of sulfite with oxygen is very slow at temperatures below 200°F.
Without a catalyst, it takes up to ten minutes to reduce the oxygen content of water from the saturation point to 70% with sodium sulfite at room temperature. This type of product is recommended only when the application cannot tolerate the presence of a cobalt catalyst (catalyst beds, food applications, etc.).
Catalyzed sulfite — The catalyst, usually a cobalt salt, speeds up the reaction rate of sulfite at low temperatures (<240°F). A fully saturated oxygen solution can be completely deoxygenated in as little as 30 seconds. A potential drawback is that the catalyst can be deactivated or precipitated by improper feed application, such as water dilution or mixing with caustic.
Decharacterized sulfite — This is a term used by the USDA. It refers to specific chemicals which must be removed from sodium sulfite for the product to be USDA and FDA approved. Sulfite which is not decharacterized has the ability to give meat a red or “fresh” appearance.
What are the disadvantages of using sodium sulfite?
Several costly disadvantages are inherent with using sodium sulfite as an oxygen scavenger. These problems occur regardless of whether the sulfite is catalyzed or uncatalyzed.
- Adds solids to the boiler — Additional solids to the boiler contributes to an increased blowdown requirement. Blowdown is literally “money down the drain.” It is a direct loss
of energy and increases water treatment costs. - Cannot be used for spray attemperation — The solids contribution of sodium sulfite would cause superheater and turbine deposits. Also, since chemical feed must occur
after the attemperation water take-off point, all equipment upstream of that point would be subject to oxygen corrosion and costly repairs.
Cannot be used at boiler pressures above 900 psig. Sodium sulfite begins to decompose at approximately 600 psig and is complete at 900 psig. The decomposition products are H2S and SO2, both highly corrosive gases, which can cause catalyst poisoning and severe corrosion on steam operating equipment.
What is metal passivation?
Metal passivation has traditionally been considered to be the reduction of hematite to magnetite in iron-based boiler tubes. Actually, it is a process by which bare metal surfaces form a protective oxide film. The passive film is very thin and dense. It is distinguishable from the base metal by the coloration.
In the case of carbon steel, this protective film is magnetite (Fe3O4) and is black in color.
Can oxygen scavengers enhance metal passivation?
Yes. Hydrazine has traditionally shown passivation properties and Nalco has developed several proprietary products which effectively enhance metal passivation.

