



– API RP14-E is not valid in presence of solid particles (sand)
– It is not valid in vertical flow (even if it is used as well)
– It is not valid for gas systems (where no definite velocity limits are identified).
– Alternative models have been proposed (as SalamaModel)/ or typical critical flow velocities based on experience are often used in design as an optional approach to API Model.
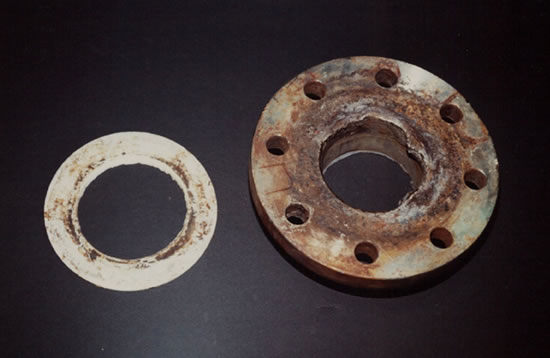
Erosion-Corrosion
– its attacks occur when the corrosion process is associated with severe fluidynamic conditions, i.e. very high flow velocities, that give rise to the removing of corrosion product.
The presence of suspended solid increases the attack. [action of flow-induced mechanical forces (shear stresses) occurs in regime of high flow velocities mainly in disturbed flows].
– This synergistic action between corrosion and the mechanic action of the fluid takes place on most metallic materials when specific turbulence conditions are overcome.
In absence of solid particles, corrosion-erosion initiates if the fluid velocity is above a critical value.
API RP-14E gives the following formula for the calculation of critical rate Uc:
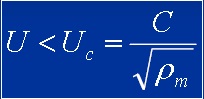

ρm = fluid density at operating conditions (Mg/m3).
C = erosion constant (material, fluid, treatments)
C = 122 (100) carbon steel, corrosive fluids
C = 183 (150) carbon steel, corrosive fluids, inhibitors injection
C = 280 (230) carbon steel, non corrosive fluids
C = 280 (230) CRA alloys
It should be noted that when the aggressive conditions are particularly
severe hard coatings or ceramic coatings should be applied
see our Corrosion and Cathodic Protection Books section
Some Examples of Flow Velocity Accepted Limits
– CARBON STEEL:
– Liquid or Multiphase corrosive fluid: UC = 5-10 m/s
– Liquid or Multiphase non corrosive or inhibited fluid: UC = 8-15 m/s
– Gas systems UC = 40 m/s
– MARTENSITIC STAINLESS STEELS:
-Liquid or Multiphase corrosive fluid: UC = 12-25 m/s
– Gas systems no limits are clearly recognized
– DUPLEX STAINLESS STEELS, SUPERAUSTENITICS AND NICKEL ALLOYS:
– Liquid or Multiphase corrosive fluid: UC = 15-30 m/s
– Gas systems no limits are clearly recognized
– COPPER ALLOYS, CUPRONICKEL 90/10:
– Water, Sea Water UC = 3 m/s



Defining a Sand-Free Environment
– Sand erosion is not an issue when:
-Particle size is less than 10-20 microns in diameter
– Total particle concentration is less than 20 ppmw
-Particle concentration in a gas environment is less than 0.1 lb/106scfd and in a liquid environment is 1 lb/103bbls per day.
– If sand is judged present according to the above guidelines, then University of Tulsa models to calculate threshold velocities for erosion can be used.
– Sand may remove protective iron sulfide films and accelerate corrosion rates to those predicted in a pure CO2 environment.
– Corrosion rates and erosion rates should be combined to predict equipment service life.
TYPES OF SAND EROSION
Direct Impingement:
(Applies to piping systems. Conservative estimate of tubing erosion.) Use Univ. of Tulsa Model & compare to Salama-Conoco equation.
Indirect Impingement:
(Applies to production tubing.) Rates are lower. Use Univ. of Tulsa model to be deployed in 2000. No other model available.
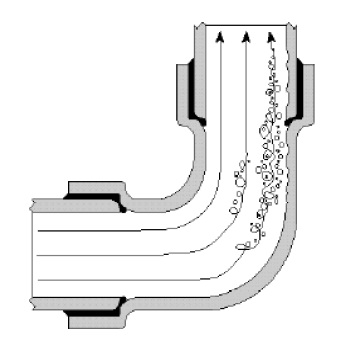
SALAMA (CONOCO) 1998 EQUATION
– For sand-laden and non-corrosive fluids this equation provides a quick calculation for direct impingement in an elbow, which should be conservative for most tubing and completions applications.
– Model is based upon Conoco proprietary data, field experience, and also data from the University of Tulsa.
– Equation assumes an acceptable uniform penetration rate for carbon steel of 0.10 mm/yr = 4 mpy and 250 μm diameter sand particles.
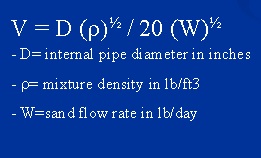

TULSA MODEL – Sand Penetration Rate Equation
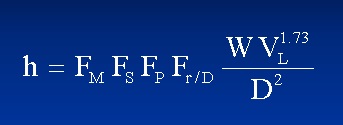

Fm = empirical constant for material hardness
Fs = sand sharpness factor
Fp = penetration factor
W = sand production rate
VL = sand impact velocity
D = ratio of pipe diameter to 1” pipe

