




when talking about oil well drilling, it is important to know How well the drilling bit drills depends on several factors, such as the condition of the drilling bit, the weight applied to it, and the rate at which it is rotated. Also important for a drilling bit performance is the effectiveness of the drilling fluid in clearing cuttings, produced by the bit away from the bottom.
read more about Drilling Fluids
The aim of oil well drilling is to:
i ) make hole as fast as possible by selecting drilling bits which produce good penetration rates.
ii ) run drilling bits with a long working life to reduce trip time.
iii ) use drilling bits which drill a full-size or full-gauge hole during the entire time they are on bottom.
The choice of drilling bit depends on several factors. One is the type of oil formation to be drilled, whether it is it hard, soft, medium hard or medium soft. A second factor is the cost of the bit. Getting the highest possible footage from the bit cuts down bit costs and minimizes the number of trips needed for bit changes. It should be stated, however, that continuing to use a bit that is still drilling but slowly is false economy.
In the shallower part of the hole only one or two bits are needed before pipe is pulled for logging or running casing and often one drilling bit is sufficient to make the hole in which the conductor is to be set. As formations near the surface are usually very soft, one bit may prove sufficient for several wells. But in the deeper part or the hole, several bits often have to be drilled before casing depth is reached.
It is normal that the drilling bit used to drill the cement left in the casing is also used to drill the formation, although in some instances a separate bit is run to drill the cement and thereafter changed for a more suitable one for the formation expected deeper down.
Oil formations vary a lot in hardness and abrasiveness and have a considerable effect on drilling bit performance. If there were no difference in rock formations, one type of bit only would be needed which requires standard bit weight, rotary speed and pump pressure to drill at the maximum rate.
Unfortunately, such a situation does not exist and several drilling bits are required for the alternating layers of soft material, oil reservoir hard rocks and abrasive sections. Changing the bit every time as the formation changes is, however, impracticable. Therefore a compromise has to be made and a bit that performs reasonably well in all conditions is selected. The choice of drilling bit for a well in a field where the formations are familiar is obviously easier than for a wildcat.
Drilling Bits can generally be classified into two categories;
i ) roller bits.
ii ) drag bits.
The following is a description of both.
Roller Cone Bits


The cutting elements of roller cone bits are arranged on “conical” structures that are attached to a bit body. Typically three cones are used and the teeth (cutters) may be tungsten carbide that is inserted into pre-drilled holes into the steel cone shell or steel teeth that are formed by milling directly on the cone shell as it is manufactured. The length, spacing, shape, and tooth material are tailored for drilling a particular rock. Insert types used as teeth on roller-cone bits.
The IADC has developed a standard classification code that is used to classify drilling bits made by different manufactures according to the rock hardness that they are designed to drill including the particular design features of the bit. Each roller bit cone contains a bearing and lubrication system. In some cases the drilling mud is used as the lubricant (open bearing) and in other cases a special lubricant is confined inside the case (sealed bearing). The apes bearing system is used almost exclusively with roller bearings. The sealed bearing system may be used with either roller or journal bearings.
The rock cutting process of the roller cone bit is either by gauging (digging and shoveling) in soft formation or by chiseling in hard formation. A hydraulic cuttings removal system is incorporated in each bit to remove the cuttings from around the teeth. Typically, a nozzle is placed between each cone to direct mud at the bottom of the hole and cutters. These nozzles are usually located at a height approximately equal to the top of the cone, but in some cases are extended towards the arms where the cutters contact the rock.
The drilling fluid is pumped through the nozzles at relatively high velocity in order to remove the drilled cuttings. The three-cone rolling cutter bit is by far the most common bit type currently used in rotary drilling operations. This general drilling bit type is available with a large variety of tooth design and bearing types and, thus, is suited for a wide variety of formation characteristics. The three cones rotate about their axis as the bit is rotated on bottom. The shape of the bit teeth also has a large effect on the drilling action- of a rolling cutter bit. Long, widely spaced, steel teeth are used for drilling soft formations. As the rock type gets harder, the tooth length and cone offset must be reduced to prevent tooth breakage; the drilling action of a bit with zero cone offset is essentially a crushing action. The smaller teeth also allow more room for the construction of stronger bearings.
The metallurgy requirements of the drilling bit teeth also depend on the formation characteristics. The two primary types used are:
(1) milled tooth cutters.
(2) tungsten carbide insert cutters. The milled tooth cutters arc manufactured by.
milling the teeth out of a steel cone while the tungsten carbide insert bits arc manufactured by pressing a tungsten carbide cylinder into accurately machined holes in the cone. The milled tooth bits designed for soft formations usually are faced with a wear-resistant material, such as tungsten carbide, on one side of the tooth. The milled tooth bits designed to drill harder formations are usually case hardened by special processing and heat treating the cutter during manufacturing. The tungsten carbide teeth designed for drilling soft formations are long and have a chisel-shaped end. Rolling cutter bits with the most advanced bearing assembly are the journal bearing bits In this type bit, the roller bearings are eliminated and the cone rotates in contact with the journal bearing pin. This type bearing has the advantage of greatly increasing the contact area through which the weight on the bit is transmitted to the cone.
Drag Bits
There are two general types of drag bits that are in common usage. The oldest is the natural diamond matrix bit in which industrial grade diamonds are set into a bit head that is manufactured by a powdered metallurgy technique.


The size, shape, quantity, quality, and exposure of the diamonds are tailored to provide the best performance for a particular formation. Each drilling bit is designed and manufactured for a particular job rather than being mass produced as roller cone bits are. The cuttings are removed by mud that flows through a series of water courses. The design of these water courses is aimed at forcing fluid around each individual diamond. The matrix diamond bit cuts rock by grinding and thus a primary function of the fluid is to conduct heat away from the diamonds.
The other type of drag bit is the polycrystalline diamond compact (PDC) bit that is constructed with cutters comprised of a man made diamond material. The cutters are generally much larger than natural diamonds and are designed to cut the rock by shearing, similar to metal machining. PDC bits have proven very successful in homogeneous and, soft to moderate strength formations. In formations where they are successful, they can drill two to three times faster then a roller cone bit and may have an equally long life.
Classification of Drilling Bits
A large variety of bits designs are available from several manufacturers. The IADC (International Association of Drilling Contractors) approved a standard classification system for identifying similar bit types available from various manufacturers. The classification system adopted is the three digit code.
The first digit in the drilling bit classification scheme is called the bit series number. The letter “D” precedes the first digit if the bit is diamond or PDC drag bit. Series D1 through D2 are reserved for diamond bits and PDC bits in the soft, medium-soft, medium, medium-hard and hard formation categories, respectively. Series D7 through D9 are reserved for diamond core bits in the soft, medium and hard formation categories. Series 1,2 and 3 are reserved for milled tooth bits in the soft, medium and hard formation categories, respectively. Series 5, 6, 7 and 8 are for insert bits in the soft, medium, hard, and extremely hard formation categories, respectively. Series 4 is reserved for future use with special categories such as a “universal” bit.
The second digit is called the type number. Type 0 is reserved for PDC drag bits. Types 1 through 4 designate a formation hardness sub classification from the softest to the hardest formation within each category. The feature numbers are interpreted differently, depending on the general type of bit being described. Feature numbers are defined for diamond and PDC drag bits, diamond and PDC drag-type core-cutting bits, and rolling cutter bits.
Eight standard diamond and PDC drag bits features are “1”, step-type profile, “2”, long-taper profile, “3”, short-taper profile, “4”, nontaper profile, “5”, downhole-motor type, “6”, sidetrack type, “7”, oil-base type, and “8”, coreejector type. The remaining feature, 9, is reserved for special features selected by the bit manufacturer.
There are two standard feature numbers for diamond and PDC drag-type core-cutting bits. These bits are used to recover a length of formation sample cored from the central portion of the borehole. The two features are “1”, conventional core-barrel type, and “2”, face-discharge type. As in the previous case, feature “9” is reserved for special features selected by the bit.



manufacturer
There are eight standard feature numbers for rolling-cutter bits. The standard feature numbers are “1”, standard rolling cutter bit (jet bit or regular), “2”, T-shaped heel teeth for gauge protection, “3”, extra insert teeth for gauge protection, “4”, sealed roller bearings, “5”, combination of “3” and “4”, “6”, sealed friction bearing, “and “7”, combination of “3” and “6”. The remaining features, “8” and “9” were reserved for special features selected by the drilling bit manufacturer. Feature “8” is often used to designate bits designed for directional drilling. Some of the main design features of the various rolling cutter bit types include some of the tooth design features of the various bit types and classes. As the class number increases, the cone offset, tooth height, and amount of tooth hardfacing decreases while the number of teeth and amount of tooth case hardening increases. An increase in bearing capacity is possible for the bits with a higher class number. This is possible shorter length of bit teeth at higher bit class numbers.
Drilling Bit Evaluation
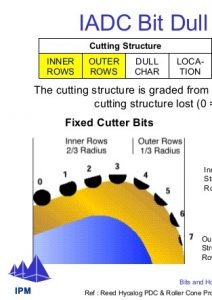
It is important to maintain careful written records of the performance of each bit for future references. Bits are worn by abrasion and shocks while drilling. The wear pattern is important, it should be inspected once the bit has been pulled and its grading should be recorded. Such records indicate the working life of the bit and aid the selection of the type of bit which may provide most efficient in a particular formation. The amount of wear on teeth, bearings andgauge is recorded according to a special coding system.
Wear on Teeth
Teeth wear is graded in eighths of the original tooth height. Using the letter T to denote teeth, T8 means that the teeth is completely worn out, and T3 means that 3/8 of the original height has been worn away. If the majority of the teeth in any row are broken, “BT” is added.
Bearing Wear
Grading a used bearing is the most difficult part of grading dull bits, because the condition of the bearings can be determined only by “touch”. Bearing wear is expressed in eighths of bearing life expended. Using the letter B to denote bearings, B8 means that the bearing is completely worn out, and B6 means that 6/8 of the estimated life has been used. For sealed bearing bits, the condition of the seal is a better means of grading the bearing life. For sealedbearings, only three codes are used; B3 means the seal is effective, B5 means the seal is questionable, and B8 means the seal failed.
Gauge Wear
This can be determined by using a ring gauge and ruler. There are two methods used to measure the wear. In the first and most popular, the ring gauge is pulled against the gauge points of two cones, and the space between the ring and third cone is measured. Usually, this measurement is used for the amount of wear. However, to be exact, the measurement should be multiplied by 2/3. In the second method, the drilling bit is centered in the gauge ring and the ruler is used to measure thedistance from the ring to the outermost cutting surface (gauge surface). This measurement must be multiplied by two to give the loss in diameter and, thus, the total amount of wear. Using the letter G for gauge, G0 means in gauge, and G5 means bit diameter is 0.625 in. under gauge.
References:
1. Drilling Equipment and Operation.
2. drilling Operation
read also HSE in Drilling

