




Process Objective:
To distill and separate valuable distillates (naphtha, kerosene,diesel) and atmospheric gas oil (AGO) from the crude feedstock.
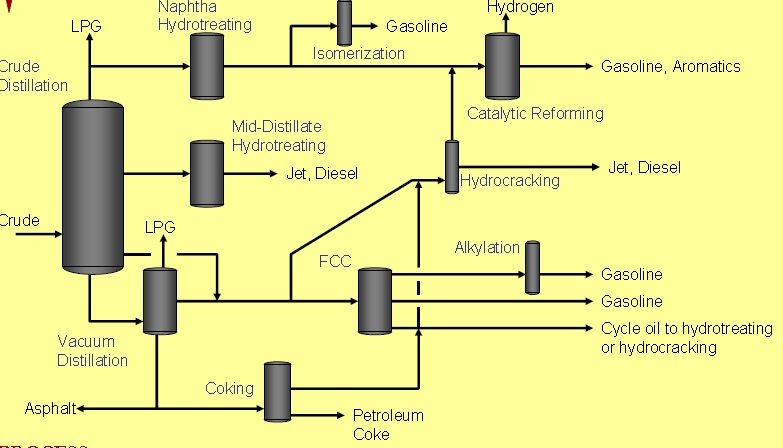

Primary Process Technique:
Complex distillation
Process steps:
–Preheat the crude oil feed utilizing recovered heat from the product streams
–Desalt and dehydrate the crude using electrostatic enhanced liquid/liquid separation (Desalter)
–Heat the crude to the desired temperature using fired heaters
–Flash the crude in the atmospheric distillation column
–Utilize pumparoundcooling loops to create internal liquid reflux
–Product draws are on the top, sides, and bottom.
Typical Yields and Dispositions:
product & Yield in wt% of Crude
Light Ends 2.3
Light Naphtha 6.3
Medium Naphtha 14.4
Heavy Naphtha 9.4
Kerosene 9.9
Atmospheric Gas Oil 15.1
Reduced Crude 42.6
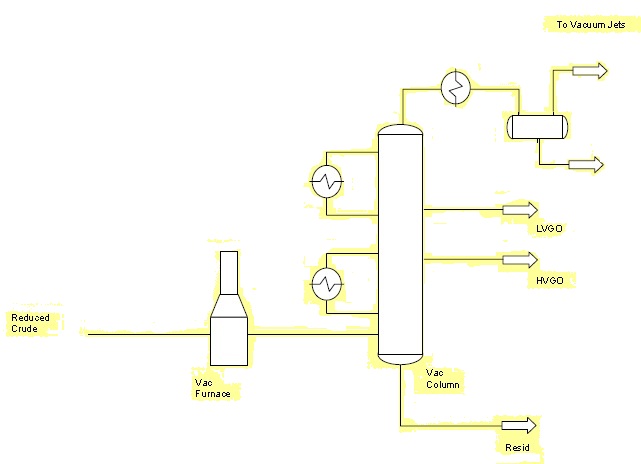
Vacuum Distillation Unit VDU Process
Process Objective:
To recover valuable gas oils from reduced crude via vacuum distillation.
Primary Process Technique:
Reduce the hydrocarbon partial pressure via vacuum and stripping steam.
Process steps:
–Heat the reduced crude to the desired temperature using fired heaters
–Flash the reduced crude in the vacuum distillation column
–Utilize pump around cooling loops to create internal liquid reflux
–Product draws are top, sides, and bottom.
Vacuum Distillation Unit (VDU) Process Schematic

Typical Yields and Dispositions:
product & Yield in wt% of Crude
Light Ends <1
Light VGO 17.6
Heavy VGO 12.7
Vacuum residue (Resid) 12.3
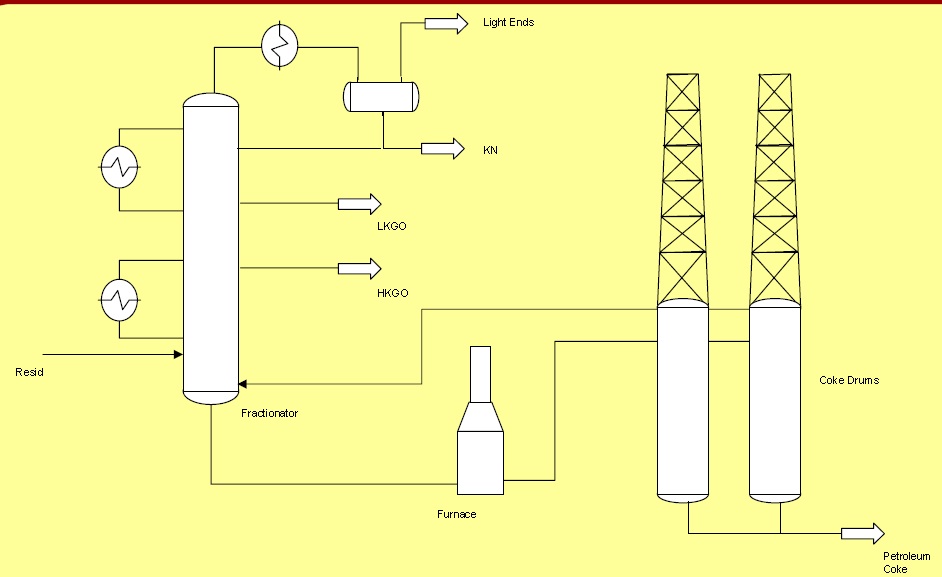
Delayed Coking Process:
Process Objective:
To convert low value residto valuable products (naphtha and diesel) and cokergas oil.
Primary Process Technique:
Thermo cracking increases H/C ratio by carbon rejection in a semi-batch process.
Process steps:
–Preheat residfeed and provide primary condensing of coke drum vapors by introducing the feed to the bottom of the main fractionator
–Heat the coke drum feed by fired heaters
–Flash superheated feed in a large coke drum where the coke remains and vapors leave the top and goes back to the fractionator
–Off-line coke drum is drilled and the petroleum coke is removed via hydrojetting.
Delayed Coking Process Schematic

Fluidic Coking Process
Process Objective:
–To convert low value residto valuable products (naphtha and diesel) and coker gas oil.
Primary Process Technique:
–Thermocracking increases H/C ratio by carbon rejection in a continuous process.
Process steps:
–Preheat residfeed, scrub coke particles, and provide primary condensing of reactor vapors by introducing the feed to the scrubber
–Residis atomized into a fluid coke bed and thermocracking occurs on the particle surface
–Coke particles leaving the reactor are steam stripped to remove remaining liquid hydrocarbons
–Substoichiometricair is introduced to burner to burn some of the coke and provide the necessary heat for the reactor
–Reactor vapors leave the scrubber and go to the fractionator.
Delayed & Fluid Coking Processes
Typical Yields and Dispositions
Light Ends 12.5 –20
Naphtha 10 –15
Light Coker Gas Oil 18 –24
Heavy Coker Gas Oil 30 –40
Pet. Coke 20 -35
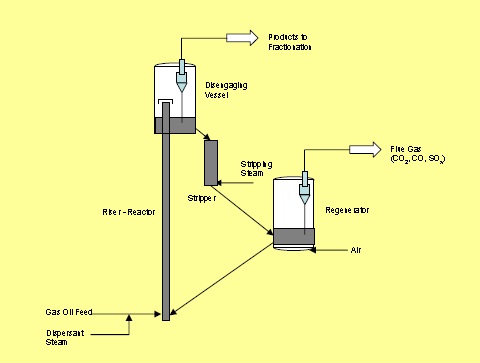
Fluidic Catalytic Cracking FCC Process
Process Objective:
–To convert low value gas oils to valuable products (naphtha and diesel) and slurry oil.
Primary Process Technique:
–Catalytic cracking increases H/C ratio by carbon rejection in a continuous process.
Process steps:
–Gas oil feed is dispersed into the bottom of the riser using steam
–Thermal cracking occurs on the surface of the catalyst
–Disengaging drum separates spent catalyst from product vapors
–Steam strips residue hydrocarbons from spent catalyst
–Air burns away the carbon film from the catalyst in either a “partial-burn”or “full-burn”mode of operation
–Regenerated catalyst enters bottom of riser-reactor.

Typical Yields and Dispositions:
Light Ends 16.5 – 22
Naphtha 44 – 56
Light Cycle Oil 13 – 20
Medium Cycle Oil 10 – 26
Slurry Oil 4 – 12
Coke 5 – 6
HF Alkylation Process
Process Objective:
–To combine light olefins (propylene and butylene) with isobutaneto form a high octane gasoline (alkylate).
Primary Process Technique:
–Alkylationoccurs in the presence of a highly acidic catalyst (hydroflouricacid or sulfuric acid).
Process steps:
–Olefins from FCC are combined with IsoButaneand fed to the HF Reactor where alkylation occurs
–Acid settler separates the free HF from the hydrocarbons and recycles the acid back to the reactor
–A portion of the HF is regenerated to remove acid oils formed byfeed contaminants or hydrocarbon polymerization
–Hydrocarbons from settler go to the DeIsobutanizerfor fractionating the propane and isobutane from the n-butane and alkylate
–Propane is then fractionated from the isobutane; propane as a product and the isobutaneto be recycled to the reactor
–N-Butane and alkylateare deflourinatedin a bed of solid adsorbent and fractionated as separate products.
Hydrotreating Process
Naphtha Hydrotreating
–Primary objective is to remove sulfur contaminant for downstream processes; typically < 1 wppm
Gasoline Hydrotreating
–Sulfur removal from gasoline blending components to meet recent clean fuels specifications
Mid-Distillate Hydrotreating
–Sulfur removal from kerosene for home heating
–Convert kerosene to jet via mild aromatic saturation
–Remove sulfur from diesel for clean fuels
Ultra-low sulfur diesel requirements are leading to major unit revamps
FCC Feed Pretreating
–Nitrogen removal for better FCC catalyst activity
–Sulfur removal for SOx reduction in the flue gas and easier post-FCC treatment
–Aromatic saturation improves FCC feed “crackability”
–Improved H/C ratios increase FCC capacity and conversion.
Hydrocracking Process
Process Objective:
–To remove feed contaminants (nitrogen, sulfur, metals) and to convert low value gas oils to valuable products (naphtha, middle distillates, and ultra-clean lube base stocks).
Primary Process Technique:
–Hydrogenation occurs in fixed hydrotreating catalyst beds to improve H/C ratios and to remove sulfur, nitrogen, and metals. This is followed byone or more reactors with fixed hydrocracking catalyst beds to dealkylatearomatic rings, open naphthenerings, and hydrocrack paraffin chains.
Process steps:
–Preheated feed is mixed with hot hydrogen and passes through a multi-bed reactor with interstagehydrogen quenches for hydrotreating
–Hydrotreatedfeed is mixed with additional hot hydrogen and passes through amulti-bed reactor with quenches for first pass hydrocracking
–Reactor effluents are combined and pass through high and low pressure separators and are fed to the fractionatorwhere valuable products are drawn from the top, sides, and bottom
–Fractionator bottoms may be recycled to a second pass hydrocrackerfor additional conversion all the way up to full conversion.
Rerfrences:
1. Fundamentals of Oil Refining.
2. Oil Refinery Processes

