




A fish is a part of the drill string that separates from the upper remaining portion of the drill string while the drill string is in the well. This can result from the drill string failing mechanically, or from the lower portion of the drill string becoming stuck or otherwise becoming disconnected from drill string upper portion. Such an event will instigate an operation to free and retrieve the lower portion (or fish) from the well with a strengthened specialized string. Junk is usually described as small items of non-drillable metals that fall or are left behind in the borehole during the drilling, completion, or workover operations. These non-drillable items must be retrieved before operations can be continued]. The process of removing a fish or junk from the borehole is called fishing.
It is important to remove the fish or junk from the well as quickly as possible. The longer these items remain in a borehole, the more difficult these parts will be to retrieve. Further, if the fish or junk is in an open hole section of a well the more problems there will be with borehole stability.
There is an important trade off that must be considered during any fishing operation. Although the actual cost of a fishing operation is normally small compared to the cost of the drilling rig and other investments in support of the overall drilling operation, if a fish or junk cannot be removed from the borehole in a timely fashion, it may be necessary to sidetrack (directionaly drill around the obstruction) or drill another borehole. Thus, the economics of the fishing operation and the other incurred costs at the well site must be
carefully and continuously assessed while the fishing operation is underway.
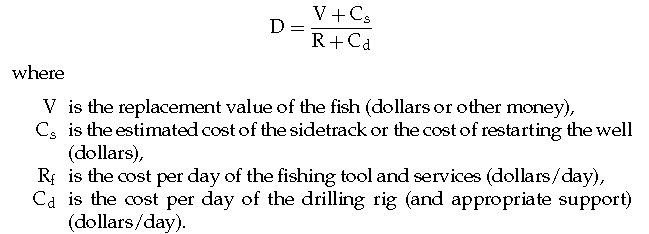
It is very important to know when to terminate the fishing operation and get on with the primary objective of drilling a well. Equation bellow can be used to determine the number of days that should be allowed for a fishing operation. The number of days, D (days), is:

Read Also Drilling Pipe
CAUSES AND PREVENTION
There are a number of causes for fishing operations. Many of the problems that lead to fishing operations can be prevented by careful operational planning and being very watchful as drilling operations progress for indications of possible future borehole troubles. The major causes of a fishing or junk retrieval operation are
- Differential Pressure Sticking. It is estimated that the cost of stuck pipe in deep oil and gas wells can be approximately 25% of the overall budget.
Therefore, a large portion of the fishing tools available were developed for the recovery of stuck pipe. This condition occurs when a portion of the drill string becomes stuck against wall of an open hole section of the borehole. This is due to smooth surface of the drill string (usually the drill collars) has become embedded in the filter cake on the wall. Differential sticking is possible in most borehole operations where drilling mud is being used as the circulation fluid. Underbalanced operations generally avoid this differential pressure sticking. Sticking occurs when the pressure exerted by the mud column is greater than the pressure of the formation fluids. Normally the drill string is deferentially stuck when :
- The drill string cannot be rotated, raised or lowered, but circulating pressure is normal.
- The drill collars are opposite a permeable formation.
- Sticking was instantaneous when the pipe was stationary after drilling at a higher than normal penetration rate. In some cases a differentialy stuck string or bottom hole assembly may be freed by reducing the mud weight.
This will reduce the differential pressure between the column of mud and the permeable zone. However, this procedure should not be used if well control is a problem.
- Under Gauge Borehole. Mud filter cake can build excessively across a low pressure permeable formation when the circulation rate is low, water loss is very high, and there is an extended period between trips. Under these conditions, a drill string or logging tools can become stuck in the under gauge borehole and/or filter cake. Filter cake build up is usually slow and appears as drag on the multi-channel recorder, or as an under gauge hole on a caliper survey.
- Key seats. Key seats develop where there is a sudden change in hole deviation or above a washout in a deviated hole. Doglegs above the drill collars are subject to erosion or wear by the drill pipe on the high side of the dogleg. Continuous rotation can slowly cut a groove into the dogleg forming what is known as a key seat. The drill pipe body and tool
joints wear a groove in the formation approximately the same diameter as the tool joints. The wear is confined to a narrow groove, because high tension in the drill pipe prevents side ways movement. During a trip out of the hole, the BHA may be pulled into these grooves and the grooves may be too small to allow the BHA to pass through. In this situation no attempt should be made to jar the collars through a key seat. A possible
solution to this problem would be to circulate and rotate the drill string and move the string in small increments up through the key seat. All tight spots (over pull and depth of the over pull) should be noted and recorded on the IADC daily report and the drilling recorder.A tight spot that occurs on two successive trips out of the hole with over pull on the second trip greater than the first, is an indication of a key seat forming.
A key seat wiper or string reamer should be run on the third trip.
- Tapered hole. Abrasive hole sections will tend to dull bits and thereby reduce bit and stabilizer gauge. Attempting to maximize the length of a bit run in an abrasive formation may prove to be a false economy since an under gauge hole will likely lead to a reaming operation. If the driller fails to ream a new bit to bottom when this situation exists, the bit may jam in the under gauge hole. Proper grading and gauging of the old bit prior to running a new one will prevent this problem. Since this type of sticking usually occurs while tripping in the hole. In such situations, the string should be jarred up immediately. This will usually free the drill string. If jarring does not free the string, it will be necessary to make a back-off and wash over. Wash over procedures will be discussed below.
- Object along side the drill string. Occasionally, an object such as a wrench, bolt, slip or tong part, or a hammer will fall into the hole along side the drill string. Except when the string can be pushed or pulled around the object or the object can be pushed into the wall of the hole, serious fishing problems can develop. This is especially true when the string
gets jammed to one side of the hole in a cased hole. A visual check of all hand and other surface tools is required to see if anything is missing. Never leave the hole unprotected or leave loose objects lying around the rotary area. Jarring might free the string, if not, a short wash over is required using an internal spear to catch the string when it falls.
- Inadequate hole cleaning occurs as a result of
a. Adrill string washout above the bit. - Low circulation rate in a large hole with an unweighted mud system.
- Sloughing shale.
- Gravel bed in the shallow portion of the hole.
- Partial returns.
Indications of sticking due to inadequate hole cleaning are:
- A significant change in the amount of returns across the shaker before sticking.
- A decrease in pump pressure or increase in pump strokes followed by an increase in drag while picking up on the pipe (a washout in the drill string).
- An increase in pump pressure and drag.
- The inability to circulate if the pipe sticks.
- Frequent bridges on trips.
Even with the challenging wells being drilled today the incident of parted strings occur less often than decades ago. Improved maintenance, inspection procedures, monitoring systems, materials and coatings are all contributing to a reduction in this fishing operations. The biggest challenge when fishing a parted string is in the interpretation of the condition of the top of the fish. A string may part due to any of the following
reasons:
- A twist off after the drill string has become stuck.
- A washout.
- A back lash and subsequent unscrewing of the string.
- Junk wearing through a tubular.
- Metal fatigue in the string.
Read also Well Control
When working shallow without the benefit of a torque limit switch and if the string becomes stuck, the torque can build up very rapidly in the string and cause a twist off. If a work string is in poor condition a twist off can occur at any depth (with or without a torque limit switch). A twist off can be the most difficult type of fishing job due to the possible condition
of the top of the fish. Turbulent flow of the circulating drilling fluid can damage a connection and cause a washout in the metal of the connection itself. If such a washout is not detected, the drill string can be weakened in the washed out area resulting in the failure of the string component.
A washout in a tubular can in turn washout the formation. This would reduce the annular velocity in the washout area which in turn world diminish hole cleaning. Any time there is a drop in the standpipe pressure that cannot be explained, the string should be pulled immediately.
A string that alternately sticks then releases while drilling forward can result in a buildup of torque which, when released, rotates the lower portion of the string at an accelerated rate. The inertia of the lower portion of the string can make the string back off. In a gauged area of the hole, the string could be screwed back together, but in a washed out area it will be necessary to run special tools to engage the fish. This can also occur off bottom while
torque is in the string. Junk pushed into a soft formation can later damage tubulars rotating against the junk. It is always better to remove the junk than to push it to the side. Metal fatigue can cause a string to fail under normal operating parameters. Fatigue can be reduced by establishing the working life of string components and replacing them at the appropriate respective time intervals.
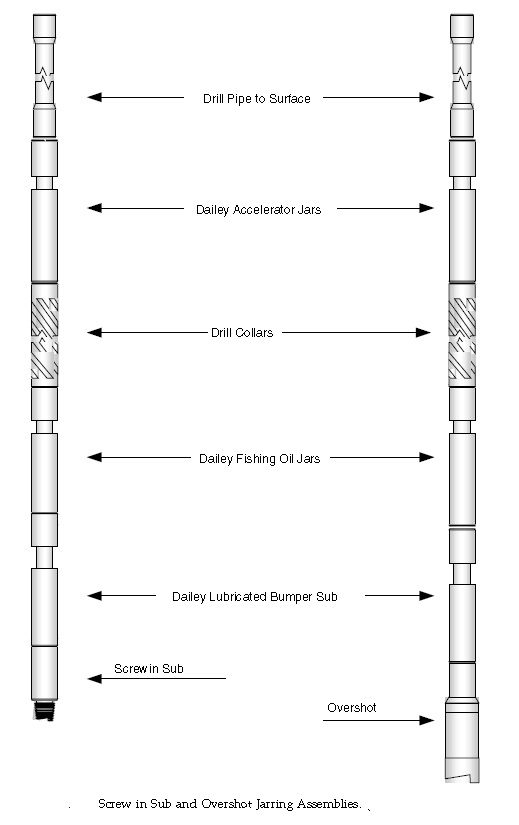
In general, parted strings are easier to fish than stuck pipe. However, if a fish is in an open hole, the likelihood of recovery a fish will diminishes with time. If a fish has a connection is facing up, a screw-in assembly with jars should be run. If the fish top cannot be screwed into, an overshot with a jarring assembly should be run. Different types of fishing and jarring assemblies are shown in Figure bellow. The condition of the bottom of the string pulled after a string parts should give an indication of the condition of the top of the fish and, thus, determine what tools should be used for the fishing job. The piece of fish pulled out of the hole should be a reverse mirror image of what the top of the fish looks like.

PARTING THE PIPE
There are seven options to be considered prior to parting the pipe. These are chemical cut, jet cutter, internal mechanical cutter, outside mechanical cutter, multi-string cutter, severing tool, and washover back-off safety joint/washover procedures.
There are five requirements for a back-off to be successful:
- Free pipe: the connection to be backed off must be free.
- Torque: the correct amount of left hand torque is required.
- Weight: the connection being shot must be at neutral weight.
- Shot placement: the short must be fired across the connection.
- Shot: use the proper size string shot/prima cord.
Chemical Cut
The first chemical cutter was developed by McCullough Tool Company and used in the field in 1957. Today there are several manufactures of chemical cutters. The chemical cutter is lowered inside the pipe (that is to be cut) to a depth of one or two joints above the stuck point. A collar locator is used to correlate depths. Chemical cuts do not require that the pipe be torqued up. This affords a safer operation and is recommended in bad strings of pipe. Sometimes pipe will rotate freely, even though it cannot be pulled from the hole. This makes it impossible to back off the pipe. The chemical cutter utilizes a blast of powerful acid (at high speed and temperature) to make a smooth cut without flare or distortion to the OD or ID of the pipe.
It will not damage the outer string of casing or tubing making for easy engagement of the pipe being cut.
Jet Cutter
The shaped explosive charges using parabolic geometry were developed after World War I to penetrate thick steel armor. This shaped change was adapted to fit in casing or tubing and became production jet perforating changes that replaced the earlier bullet perforators. Further improvements in the technology allowed the shaped charge concept to be used in a 360◦ circle design that can be used to completely sever a steel tube. Advantages of the jet cutter are that the jet cutter does not have mechanical slips to set so the condition of the tubular being cut, or what the ID is coated with, has little bearing on the operation of the cutting. Jet cutters are shorter in length than a chemical cutter and greater size ranges are available. The disadvantage of a jet cutter is that the pipe being cut will be deformed and must be dressed off before fishing. Also, adjacent strings could be damaged in multiple tubing completed wells.
Internal Mechanical Cutter
The mechanical cutter usually cannot compete with cutters that can be run on wire line due to the cost of trip time. An internal mechanical cutter is shown in Figure bellow. However, if large OD tubulars are being cut a mechanical cutter can be cost effective due to the high cost of large OD chemical and jet cutters. Also a mechanical cutter can be run in conjunction with a spear which allows cutting and retrieving in a single trip. The mechanical cutter is an option that will has merit in several situations. These are shallow depth cuts, large OD tubular cuts, the need to cut and retrieve in a single trip, and in well conditions too adverse for wireline conveyed cutters. The mechanical cutter is lowered into the hole on a tubular string to the point where the cut is to be made. At this point, right hand rotation will allow the friction assembly to unscrew from the mandrel and a gradual lowering of the tool permits the cone to be driven through the slips thereby anchoring the tool in the pipe. As the slips firmly engage, the wedge block forces the knives outward. This action is continued until the pipe is cut. With the cut complete the pipe is raised, the slips disengage, the knives retracted and the friction assembly returns automatically to the running in position.
A unique feature of this tool is the automatic nut which allows the resetting and disengaging of the tool frequently without coming out of the hole.
Outside Mechanical Cutter


Figure beside shows a mechanical cutter. Washing over the stuck pipe is done with washover pipe and a rotary shoe slightly larger than the cutter to make a gauge run. When washing over the desired section is completed, the washover pipe is pulled out of the hole and the rotary shoe is replaced with the cutter. The cutter and washpipe are then lowered over the stuck pipe. To operate, the cutter is slowly raised until the dog assembly engages the joint. The string is then lowered slightly to reduce excess pressure on the knives as the cut is started. Rotating the cutter to the right starts the cut. A slight upward pull and slow uniform rotation is maintained while the cut is being made. When the cut is completed, the string is raised, bringing with it the cut off section of pipe which is held in the cutter and washpipe. At the surface the cut off section is stripped out of the washpipe and the process is repeated.

