




Corrosion is defined as the destructive attack of a metal by the environment, by chemical or by electrochemical processes (as contrasted with mechanical means such as the erosion of a metal structure by sand in the desert). Corrosion includes conjoint mechanical and chemical action to produce early failure of a load-carrying metal structure, eg. stress-corrosion cracking.
see our How Corrosion Happens in Oil and Gas Industry
Manifestations of Corrosion
Most of the observed corrosion occurs as one or more of the following five cases:
(1) uniform attack, the most common manifestation, in which the entire metal surface is covered with the corrosion product, eg, the rusting of iron in any humid atmosphere, or the tarnishing of silver and copper in sulfur-containing environments.
(2) pitting corrosion, in which a pit, or number of pits, may cause considerable damage to a metal structure, or may penetrate the structure without the metal exhibiting any appreciable loss in weight (it is usually seen on metals that are normally passivated with an oxide film, eg, aluminum alloys, or stainless steels of the nickel-chromium type).
(3) stress-corrosion cracking, in which a metal part exposed simultaneously to a constant tensile stress and specific corroding agent will crack intergranularly (between metal grains) or transgranularly (across metal grains); when stress is cyclic rather than constant, the failure is termed corrosion fatigue.
(4) intergranular attack, often occurring during (3) but also as a resuh of different potentials between grains and grain boundaries.
(5) dezincification, in which certain alloys, such as those containing a reactive metaI (Zn) and a more noble metal (Cu), dezincify upon exposure to a p8dimlarly corrosive environment; in gold and silver alloys this is called “parting”. There are also some special forms of corrosion, such – the dissolution of a metal or alloy in a hot fused-salt bath.
Origin of Corrosion
Most commonly, corrosion originates in the baIic tb8modyoamic tendency for metal to react as expressed in terms of the free energy al reaction (see Thermodynamic;). In additian, there are factors that accelerate the corrosion rate.
The free energy of formation of a compound is the free energy for the reaction of the elemental metal with another chemical species also in its elemental state. A negative free energy of formation indicates a tendency for the metal to react; that is, the oxide is stable. A positive free energy of formation indicates that the elemental metal is stable.
Although a large free energy of formation indicates that the formation of the compound is favored thermodynamically, the specific reaction may not go readily because of a high activation energy for the reaction, eg, as in the corrosion of lithium metal by air and its component gases.
A measure of the reaction tendency (free energy) is the electrode potential. A negative potential indicates the strong tendency for the metal to oxidize (corrode). The standard electrode potential refers to the metal in a solution containing its ions at unit activity; but it is altered by the environment (special tables of electrode potentials are required to measure the proper galvanic relationships existing between metals and alloys in a specific environment, eg, seawater); and by polarization or the alteration of the potential as the current flows. In the absence of these complicating effects, the electromotive force of the galvanic cell can be calculated from the expression c.G = – nFEo (c.G is the free energy change for the reaction in kJ (cal), EO is the emf of the cell in volts, n is the number of electrons involved in the oxidation, and F the Faraday, 96.49 kJ/V (23.061 kcal/V». Imposed on this basic thermodynamic tendency for metals to seek their lowest energy level are other sources that lead to accelerated corrosion, eg, galvanic corrosion, often labeled dissimilar metal corrosion. Corrosion can also be accelerated by differential salt or oxygen concentration cells; by differential temperature cells; by the conjoint action of mechanical forces with chemical ones (eg, fretting corrosion, which arises from the relative slippage of surfaces in contact with each other by vibration); and by corrosion fatigue (a metal is stressed in a cyclic manner in the presence of a corrosion environment).
Thermodynamic basis. The thermodynamic data pertinent to the corrosion of metals in aqueous solutions include the potential, the pH dependence of the metal, metal oxide, and metal hydroxide reactions, and complex ions. This data is illustrated with a Pourbaix diagram in which, along with specific data for a given metal, the potential and pH dependence of the hydrogen and oxygen reaction are superimposed.
Electrochemical basis. Corrosion is an electrochemical process rather than a strictly chemical reaction (see also Electrochemical processing). A corroding metal surface is comprised of a large number of local anodes and a large number of local cathodes whose sites may actually shift as the corrosion reaction ensues. Under certain environmental conditions, notably in the absence of chloride ion, some metals can be anodically protected. If the metal is potentiostatically maintained in the proper potential range, it will resist corrosion indefinitely.
Environmental effects. The important environmental factors are the oxygen concentration in the water of the atmosphere, the pH of the electrolyte or the temperature, and the concentrations of various salts in solution in contact with the metal. Chloride ions, ubiquitous in nature, play an important role in corrosion of metals. This role in iron corrosion is theoretically analyzed into oxide film properties, absorption, field effect, catalytic effects, and complex formation. Very often the environment is reflected in the composition of corrosion products, eg, the composition of the green patina formed on copper roofs over a period of years.
Metallurgical Factors
These factors include crystallography, grain size and shape, grain heterogeneity, second phases, impurity inclusions, and residual stress owing to cold work. For example, stainless steels undergo sensitization, a
condition caused by the precipitation of chromium-rich carbides in the p1Iin boundaries, giving rise to chromium-depleted grain-boundary media. Copper alloys respond to residual stresses left from forming which can cause stress-corrosion cracking; also, the presence of the beta pbaE can lead to dezincification (see Copper and copper alloys). Wrought high strength aluminum alloys tend to be highly textured which causes the grains of the primary alpha phase to be flattened and elongated, a
metalurgicai texture that can promote exfoliation corrosion (intergranuJar corrosion leading to the leafing-off of uncorroded grain bodies). Nickel alloys sensitize similarly to austenitic stainless steels, becoming vulnerable to intergranular corrosion.
Stress-Corrosion Cracking (SCC)
This is a fracturing process that affects alloys, but not pure metals. It is caused by the conjoint action of corrosion and tensile stress (eg, design operating stress, residual stresses from welding, heat treatment, fit-up, cold-forming, or combinations of these). The path of SCC may be either inter- or transgranular and the damage caused can be grossly out of proportion to the amount of corrosion that has occurred (eg, SCC can initiate fatigue cracks in aircraft fuselage panels, initiate brittle fracture of high strength alloy components, or perforate a condenser tube wall permitting cooling water to contaminate a boiler). Theories of SCC are either mechano-electrochemical, film rupture, embrittlement, adsorption, or periodic electrochemical-mechanical, and many types of macroscopic specimens are currently used to evaluate SCC in various systems (eg, smooth specimens such as Brinell impression, Erichsen cup, U-bend, beams, tensile or Coring). In addition, two fundamentally different tests also characterize the SCC response of alloys: one employs a precracked specimen, and the other is known as the constant extension rate test (or constant strain rate test, or slow strain rate test).
Mitigation (by alloy families). Ammoniacal SCC is the most common form of SCC in copper-base alloys. In general, alloys must be selected with the minimum susceptibility to SCC; in addition, one must avoid designs that permit water to accumulate in contact with aluminum, avoid conditions in which salts can concentrate in contact with the aluminum, and use an alloy clad with an anodic coating.
Corrosion-Resistant Materials
At the lower end of the alloying scale are the low alloy steels (iron-base alloys) in which corrosion resistance is based on the protective nature of the surface film, which in turn, is based on the physical and chemical properties of the oxide film. All of the stainless steels, and several copper alloys, offer exceptional improvement in all sorts of atmospheric conditions; they depend for their corrosion resistance on the formation of a passive film, and are thus susceptible to pitting.
Corrosion Inhibitors : These are materials that interact with the metal surface to prevent corrosion.

Inorganic inhibitors:
These inhibitors are subclassified into passivators, those that can function without oxygen, eg, chromate and nitrate, and those that require oxygen, eg, sodium phosphates, silicates, and borates. Inhibitors may also be classified in terms of their mechanisms; those that function by influencing the anodic side of the electrochemical corrosion cell, eg, chromates, nitrites, silicates, phosphates, and borates, and the cathodic inhibitors, eg, calcium poly phosphate. To inhibit corrosion in cooling waters, poly phosphates, nitrites, and chromates have been used. Concentrations required for inhibition depend on the presence or absence of chloride ion, the temperature, and the movement of the corroding solution. Usually, the effective concentration for inorganic inhibition falls in the range of several hundred ppm. With respect to the oxidizing anions, there exists a critical concentration.
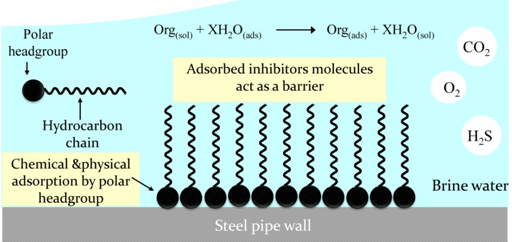
Organic inhibitor compounds. These inhibitors must be adsorbed, but the type of adsorption bond varies with the electrochemical configuration of the molecule. The main types involve electrostatic adsorption (eg, aniline, pyridine, and benzoic acid); chemisorption (eg, nitrogen or sulfur heterocycles, benzotriazole and butylamine); and ‘IT-bond (delocalized electron) adsorption. The concentration generally needed is substantially higher than that required for the inorganic inhibitors such as the chromates.
Vapor-phase inhibitors. These are volatile compounds containing one or more functional groups capable of inhibiting corrosion. To be effective, the inhibitor must contain certain functional groups, have a vapor pressure above a minimum value, and be adsorbed on the metal surface.
Some classes of successful compounds include the amine salts with nitrous or chromic acids; with carbonic, carbamic, acetic and substituted or unsubstituted benzoic acids; organic esters of nitrous, phthalic, or carbonic acids; aliphatic amines; cycloaliphatic and aromatic amines; polymethyleneamines; mixtures of nitrites with urea; nitrobenzene. Dicyclohexylamine nitrate has been used commercially for many years. A large number of commercial inhibitors are available.
Coatings for Protection Against Corrosion
These are characterized by the temperature at which they are applied, (eg, hot dip coatings using molten metal, zinc or aluminum); whether or not they require electrical current for deposition, (eg, cadmium and zinc deposits or nickel electroplating); or whether or not they convert the original surface metal to another chemical compound involving the same. metal (eg, phosphate, chromate, and sprayed coatings
Corrosion Testing
Corrosion tests are either laboratory tests, which are usually intended to be accelerated tests, or field and service tests, which are designed to reproduce actual conditions.

