




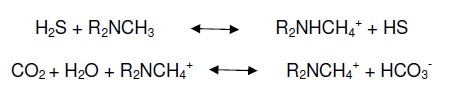
Gas sweetening technology using alkanolamines to remove acid components from hydrocarbon riches gasses have been in operation for many years. The alkanolamine processes are particularly applicable where acid gas partial pressures are low or low levels of acid gas are needed in the sweet gas. Alkanolamines are used because they
form basic solutions when mixed with water and chemically enhance the absorption of H2S and CO2 in the aqueous solution.
Read Also the Technologies of Natural Gas Sweetening
Several alkanolamines solutions have been widely used in gas sweetening system.
1. Monoethanolamine (MEA)
2. Diethanolamine (DEA)
3. DIglycolamine (DGA)
4. Di-isopropanolamine (DIPA)
5. Methyl diethanolamine (MDEA)
6. Triethanolamine (TEA)
7. Glycol plus amine solution.
MEA and DGA react with H2S, CO2 and COS directly. DEA and DIPA react with H2S, CO2 and some COS directly. While MDEA and TEA are reacted with H2S directly, CO2 indirectly and a little COS. The following factors should be considered for evaluation and decision making as a general approach to all sour gas sweetening treatment installations:
1. Air pollution regulations regarding H2S removal;
2. Type and concentration of impurities in sour gas;
3. Specification of treated gas (sweet gas);
4. Temperature and pressure at which the sour gas is available and at which the sweetened gas should be delivered;
5. Volume of the gas to be treated;
6. Hydrocarbon composition of sour gas;
7. Selectivity required for acid gas removal;
8. Capital cost and operating cost;
9. Liquid product specifications (where application).
Below is discussed some alknolamines which use in gas sweetening system
A. Monoethanolamine (MEA)

treating with DEA or DGA. MEA has a good thermal stability, can easily be reclaimed from contaminated solutions, good COS removal and less expensive than DEA and DGA.

There some things that should be considered when using MEA:
1. MEA should commonly be used as a 10 to 20% solution in water.
2. The acid gas loading should usually be limited to 0.3 to 0.4 moles acid gas per mole of amine for carbon steel equipment.
3. MEA’s degradation products are very corrosive. COS, CS2, SO2 and SO3 can partially deactivate MEA, which may essentially require to be recovered with a reclaimer.
4. MEA has a high pH that makes MEA produce gas containing less than ¼ grains H2S per 100 S.ft3 of acid gas at very low H2S partial pressures.
5. MEA will easily reduce acid gas concentrations to Pipeline Specifications (0.25 grains per 100 S.ft3). By proper design and operation, the acid gas content can be reduced as low as 0.05 grains per 100 S ft3).
6. The heat of reaction for CO2 in MEA is about 1930 kJ/kg of CO2 (460 kcal/kg of CO2).
Read Also Natural Gas Processing
B. Diethanolamine (DEA)
DEA is a secondary alkanolamine, it has a reduced affinity for H2S and CO2. DEA has very low vaporization losses and good stability in the presence of CO2, COS and CS2.
Degradation reaction with CO2, COS, and CS2 proceed at a much slower rate and the products are non corrosive, thus reclaiming is not need to control the level of DEA degradation products.
DEA is not selected when the absorber feed stream contains high levels of strong acid (chlorides, SO2, SO3, thiocyanic acids), organic acids (formic, acetic, nepthanic acids), CO, oxygen and cyanides. Because they are react with DEA to form heat stable salts (HSS) which are stable at regenerator conditions. HSS can cause loss of DEA, solution foaming and localized corrosion. DEA is seldom chosen for application where reclaiming will be needed to control the buildup of HSS due to DEA’s low volatility need a high vacuum reclaimer to avoid excessive reclaiming temperature. There some things that should be considered when using DEA:
1. DEA is commonly used in the 25 to 35 mass percent ranges.
2. The loading for DEA is limited to 0.3 to 0.4 mole/mole of acid gas for carbon steel equipment.
3. When using stainless steel equipment, DEA can safely be loaded to equilibrium.
This condition can be considered for carbon steel equipment by adding inhibitors.
4. The degradation products of DEA are much less corrosive than those of MEA.
5. COS and CS2 may irreversibly react with DEA to some extent.
6. DEA has a reduced affinity for H2S and CO2. As a result, for some low pressure gas streams,
7. DEA cannot produce Pipeline Specification gas.
8. DEA will be selective toward H2S and will permit a significant fraction of CO2 to remain in the product gas.
9. The heat of reaction for DEA and CO2 is 151 kJ/kg of CO2 (360 kcal/kg of CO2) which is about 22% less than for MEA.
C. Diglycolamine (DGA)
DGA is a primer alkanolamine, it has much high molar concentration that can be used in solution without excessive DGA losses due to degradation and without excessive corrosion rates. This allows more acid gases to be absorbed per gallon solution in lower solution circulation rates (cost saving and investment savings). DGA has a very low
freezing point which is good for cold climates. Also provides partial dehydration of the stream being treated. DGA has good thermal stability, can be reclaimed from contaminated solutions, and good COS removal. DGA is better mercaptan removal due to of high concentrations of DGA in solution which increases the solubility for higher
molecular weight mercaptans in the DGA solution.
The advantages of DGA are its high solubility of gaseous and liquid carbon especially in C5+ hydrocarbons. It will result in higher hydrocarbon losses in the vapor from the rich solution hydrocarbon flash/skimming drum and in regenerator overhead acid gas stream.
Higher hydrocarbon levels in the DGA regenerator overhead acid gas increase the risk of operating problems in the downstream sulfur recovery unit. There some things that should be considered when using DGA:
1. DGA is generally used as 40 to 60 mass percent solutions in water.
2. For gas streams with acid gas partial pressures, absorber bottoms temperatures as high as 82°C and above can occur. This will reduce the possible loading.
3. DGA has a tendency to preferentially react with CO2 over H2S.
4. DGA has a higher pH than MEA and thus can easily achieve 6 mg H2S/ Sm³ gas (0.25 grains per 100 S.ft3) except in some cases where large amounts of CO2 are present relative to H2S.
The following factors should be considered when selecting an amine for a sweetening application as outlined here in under:
1. The pressure and acid gas content of the sour gas as well as the purity specification for the product gas.
2. MEA is used for plants where the inlet gas pressure is low and Pipeline Specification gas or total removals of the acid gases are required. MEA is not preferred for its high
heat of reaction and lower acid gas carrying capacity per unit volume of solution.
3. DEA is used for its lower heats of reaction, higher acid gas carrying capacity and resultant lower energy requirements. Its potential for selective H2S removal from streams containing CO2 has not fully been realized.
4. DGA has very high gas carrying capacity usually produces very reasonable net energy requirements although has high heat of reaction. DGA also has a good potential for absorbing COS and some mercaptans from gas and liquid streams, and because of this, DGA has been used in both natural and refinery gas applications.
5. MDEA, with its some outstanding capabilities, resulting from its low heat of reaction, can be used in pressure swing plants for bulk acid gas removal. MDEA is currently best known for its ability to preferentially absorb H2S.

Resources:
- Gas Sweetening Systems – KLM Technology Group.
- Natural Gas Engineering.

